

Fixed Pressure Vessels
A2 and high-pressure vessel design and fabrication -- from standard process vessels to ultra-high-pressure custom equipment, under one manufacturing license.
Pressure Vessels Beyond the Standard Product Catalogue
Separators, heaters, and scrubbers are pressure vessels with specific internal configurations for defined process duties. Fixed pressure vessels -- as a category -- covers everything else: the process vessels, heat exchangers, filter vessels, accumulators, and high-pressure equipment that project procurement teams need from a certified fabricator when the duty does not match a standard product. LINSON OIL's A2 and high-pressure manufacturing licenses cover this full range.

High-Pressure Process and Wellhead Vessels
Deep reservoir development -- including ultra-deep wells such as those in the Shunbei Ordovician formation (>7,000 m depth) -- requires pressure vessels rated for wellhead pressures that can exceed 70-105 MPa. Standard A2 vessel fabricators are limited to approximately 10 MPa design pressure.
LINSON OIL's high-pressure manufacturing license covers design and fabrication of vessels above 10 MPa -- including ultra-high-pressure equipment for well testing, gas injection, and deep reservoir production. Wall thickness calculations, material selection for high-stress service, and the mandatory third-party inspection requirements for high-pressure vessels are all handled in-house.
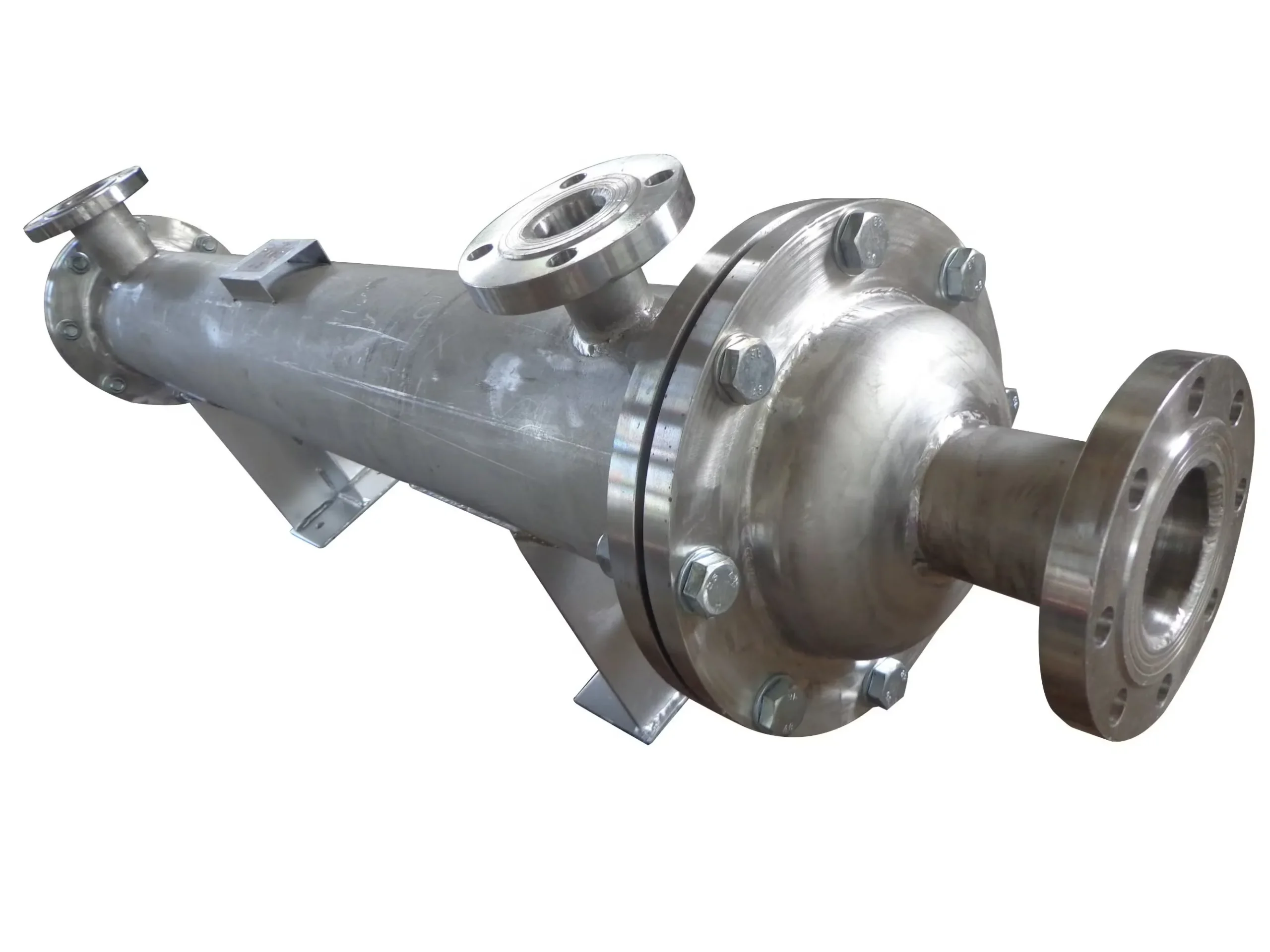
Shell-and-Tube Heat Exchangers
Heat exchangers are pressure vessels on both the shell side and the tube side, each with independent pressure ratings and corrosion requirements. LINSON OIL designs and fabricates shell-and-tube heat exchangers to GB/T 151 (Chinese standard) and TEMA (Tubular Exchanger Manufacturers Association) standards -- covering fixed tubesheet, floating head, and U-tube configurations.
Applications include process-to-process heat exchange, reboiler and condenser duty for distillation columns, coolers for compressed gas and hot process streams, and waste heat recovery from flue gas or produced fluid.

Filter Vessels, Coalescers, and Internals Vessels
Upstream and midstream gas processing systems require filter vessels and coalescer vessels that are pressure vessels with specific internal elements -- filter cartridges, coalescing media, or vane packs -- fitted inside a standard pressure vessel shell. The vessel must be designed for the operating pressure and the differential pressure across the filter element.
LINSON OIL fabricates the vessel shell and designs the internal support structure; filter or coalescing elements are sourced from specialist suppliers and integrated into the vessel.

Accumulators, Pulsation Dampeners, and Surge Vessels
Reciprocating compressors and high-pressure pumps generate pressure pulsations that propagate through connected piping and can cause pipe vibration, instrument errors, and accelerated valve wear. Pulsation dampeners are a standard engineering requirement in API 618 (reciprocating compressor) and API 674 (reciprocating pump) installations.
LINSON OIL fabricates pulsation dampener vessels to the required design pressure and volume, with nozzle connections and internal baffles per the pulsation analysis. Gas accumulators for pneumatic systems and liquid accumulators for hydraulic and chemical injection systems are fabricated to the same standard.
From Design Pressure to Delivered Vessel -- The Engineering and Fabrication Process

Engineering Specifications

| Parameter | Standard Range | Notes |
|---|---|---|
| Design Pressure | Vacuum (full external pressure) to 100 MPa (g) | Ultra-high-pressure on request; requires forged vessel design |
| Design Temperature | -196°C to +550°C | Cryogenic and high-temperature grades available |
| Shell Material | Q345R / Q345R+316L clad / 15CrMoR / 14Cr1MoR / 12Cr2Mo1R / 316L SS / Duplex SS / Hastelloy | Per operating conditions and fluid composition |
| Vessel Configuration | Vertical / Horizontal / Spherical (smaller sizes) | Per process requirement and installation |
| Diameter | DN200 - DN5000+ | Larger diameters by segment fabrication |
| Length / Height | 0.5 m - 30 m+ | Per process residence time or hold-up volume |
| Corrosion Allowance | 1.5 - 6 mm | Per fluid corrosivity |
| Weld Joint Efficiency | 0.85 (spot NDT) - 1.0 (100% NDT) | Per design code and pressure class |
| NDT -- Standard | RT / UT / MT / PT | CNAS-accredited in-house laboratory |
| Pressure Test | Hydrostatic at 1.25× DP (standard) | Pneumatic available where liquid fill not feasible |
| Design Standard | GB 150 (Parts 1-4) / ASME VIII Div.1 / ASME VIII Div.2 | Dual GB 150 + ASME certification available |
| High-Pressure Classification | Above 10 MPa (g) -- special license | 100% RT; mandatory third-party inspection |
| Heat Exchanger Standard | GB/T 151 / TEMA (R, C, or B class) | Shell-and-tube; fixed tubesheet / floating head / U-tube |
| Documentation | As-built drawings, weld maps, MTRs, NDT reports, pressure test record, nameplate data | 3.1 certificates and PWHT records available |
| Third-Party Certification | ASME U-stamp / CE PED / DNV / BV | Per project requirement and market |
Pressure Class Summary
| Pressure Class | Design Pressure Range | License | NDT Requirement |
|---|---|---|---|
| Low pressure | < 1.6 MPa | A2 | Per code (spot or 10%) |
| Medium pressure | 1.6 - 10.0 MPa | A2 | Per code (spot, 10%, or 100%) |
| High pressure | 10 - 100 MPa | High-pressure license | 100% RT on all welds |
| Ultra-high pressure | > 100 MPa | High-pressure license + special design | Forged vessel; 100% UT |
Standard Supply & Customization Scope

Standard Factory Supply
- Shell, heads, and nozzles fabricated per approved design drawing and code
- All nozzles with flanged connections per client specification (ANSI, DIN, GB/T)
- Inspection manhole (≥ DN450 where vessel size permits)
- Drain and vent connections
- Thermowell and instrument connections per P&ID
- Nameplate: design pressure, design temperature, test pressure, vessel weight, code designation, serial number
- Lifting lugs and saddle or skirt support per vessel orientation and weight
- Surface treatment: internal per service (bare, lining, or coating); external primer + topcoat
- Factory hydrostatic pressure test at 1.25× design pressure with calibrated equipment
- Quality dossier: design calculation, weld map, MTRs, NDT reports, pressure test record, as-built drawing
OEM / ODM Customization Options
China's Highest Pressure Vessel Manufacturing Classification. CNAS-Accredited Testing. International Certification Available.

-
Special Equipment Manufacturing License -- Pressure Vessels (A2) -- medium-pressure vessels up to 10 MPa; issued by SAMR.
-
Special Equipment Manufacturing License -- High-Pressure Vessels -- above 10 MPa; the highest domestic pressure vessel manufacturing classification; covers deep-well, gas injection, and ultra-high-pressure applications.
-
GB 150 (Parts 1-4) -- comprehensive compliance across all vessel types: steel, aluminum, clad, and forged.
-
ASME U-stamp -- ASME VIII Division 1 authorized manufacturer; U-stamp certificate maintained.
-
CNAS Accredited Laboratory -- RT, UT, MT, PT, hydrostatic testing, physical and chemical analysis.
-
ISO 3834 Welding Quality Management -- Comprehensive (highest level).
-
Other Certifications: ISO 9001 / 14001 / 45001, Sinopec & CNPC HSE Certified Supplier. CE PED and DNV / BV / Lloyd's available on request.
QA Process -- The Full Fabrication Quality Record
Design Review and Approval
Design calculations reviewed internally. High-pressure vessel designs submitted to licensed review organizations. Design freeze document issued before material procurement.
Material Verification
CNAS laboratory conducts incoming inspection: dimensional check, visual, and PMI for alloy/Cr-Mo materials. Mill certificates verified against order.
Welding Qualification
WPS and PQR maintained per GB/T 19869 / ASME IX. Unique weld ID system mapped to as-built weld map for full traceability back to welder and material heat number.
In-Process Hold Points
Mandatory hold points defined in ITP: fit-up inspection, NDT before head closing, post-PWHT hardness testing, nozzle dimensional inspection.
NDT -- CNAS Accredited
RT, UT, MT, PT by in-house accredited personnel. For 100% RT vessels, each weld radiographed and evaluated before hydrotest. Results individually documented.
Hydrostatic Pressure Test
Test at ≥ 1.25× DP (GB 150) or ≥ 1.3× DP (ASME). High-pressure tests witnessed by third-party inspection body. Calibrated equipment with traceable records.
Final Inspection & Dossier
Dimensional check & surface treatment. Quality dossier compiled: calculations, MTRs, weld map, NDT reports, test records, as-built drawing. U-1 form for ASME.
Export Preparation
Nozzles blanked, internals preserved, export crating applied. NBBI registration for ASME vessels. Full shipping and customs documentation prepared.

RT (radiographic testing) in progress on a pressure vessel weld seam in LINSON OIL's CNAS-accredited laboratory.
Pressure Vessel Fabrication -- Certified, Inspected, and Delivered.
Shunbei No. 5 Joint Station
Equipment: Molecular sieve dehydration skid -- adsorber vessels are pressure vessels designed for the operating pressure and temperature of Shunbei Ordovician reservoir gas (high pressure, high H₂S content).
The adsorber vessels were designed and fabricated under LINSON OIL's pressure vessel manufacturing license, with in-house NDT and witnessed hydrostatic testing.
View Full Project Details2025 First-of-its-Kind Equipment
The dehydration and demercurization skid incorporated multiple pressure vessel stages -- including high-pressure separation and treatment vessels -- designed for the operating conditions of offshore crude oil and gas being processed at the onshore terminal.
Designated 2025 Shandong Province First-of-its-Kind Equipment.
View Full Project DetailsCongo (Brazzaville) -- Jiarou Oilfield
The multi-phase associated gas and LNG processing system included numerous pressure vessels across the gas recovery, NGL extraction, and LNG liquefaction process train -- all designed and fabricated by LINSON OIL.
International delivery, export documentation, and cross-border logistics managed in-house.
View Full Project DetailsSinopec & CNPC -- HSE Certified Supplier
Pressure vessels supplied to Sinopec and CNPC are subject to incoming quality inspection, including dimensional verification, nameplate data check, NDT record review, and pressure test certificate verification.
LINSON OIL's sustained qualification in both NOC supplier systems reflects a multi-year record of pressure vessels passing incoming inspection across multiple project supply cycles.

Warranty Terms
Pressure vessels are static equipment -- their primary failure modes (weld defects, material defects, corrosion) are detectable in the QA process. Our 2-year warranty reflects the rigor of that process: 100% NDT coverage on high-pressure welds, witnessed hydrostatic testing, and CNAS-accredited material testing ensure that defects are found and resolved before the vessel leaves our factory.
With engineering support for operational pressure or temperature changes, inspection planning, and fitness-for-service assessment.
After-Sales Support
-
Inspection Planning Inspection interval recommendations based on fluid service and corrosion allowance consumption.
-
Fitness-for-Service (FFS) Engineering assessment if in-service inspection reveals wall thinning or weld indications.
-
Repair & Modification Repair welding procedure support for in-service damage, and nozzle addition or modification engineering for process system changes.
-
Replacement Services Replacement vessel design using as-built data from the original quality dossier.

Design Pressure, Diameter, Fluid Service.
Pressure vessel procurement starts with three parameters: design pressure, design temperature, and the fluid inside. Send us your vessel datasheet -- or just the operating conditions if the datasheet is not yet prepared -- and our mechanical engineers will confirm feasibility, applicable manufacturing license, and relevant NDT and certification requirements within 1-2 business days.
Pressure Vessel Inquiry Form
Free Engineering Resource
Submit your vessel parameters and receive:
- Design feasibility confirmation: applicable manufacturing license class and code
- Preliminary material recommendation based on your fluid service and design conditions
- NDT and certification roadmap: what is required for your design pressure and project location
LINSON OIL -- A2 + High-Pressure Vessel License | ASME U-stamp | CNAS Accredited Laboratory | ISO 3834 Welding Quality | 21+ Years